



云海旭金属材料有限公司
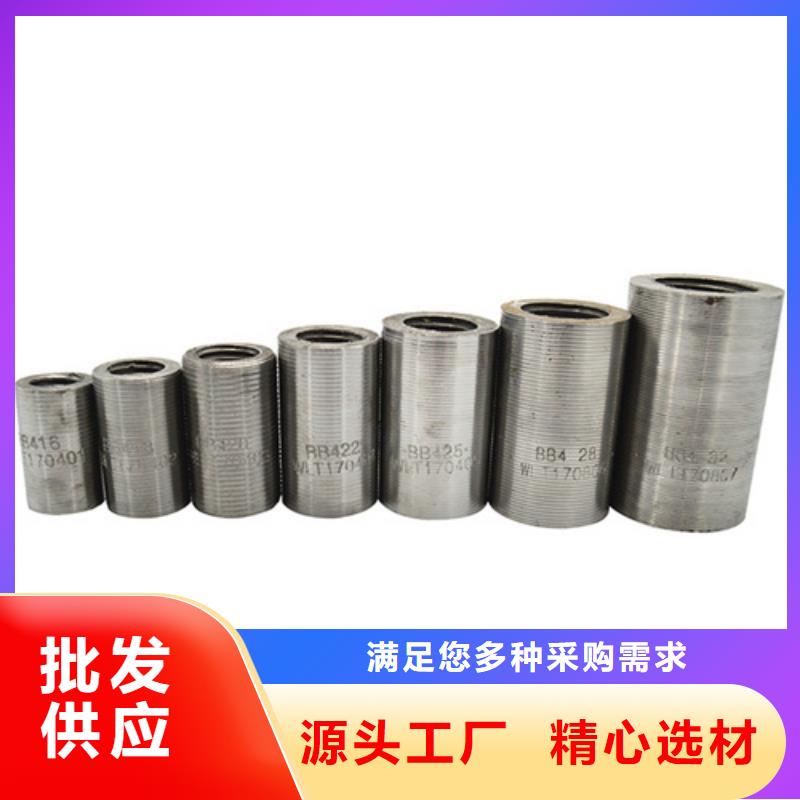
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的安全质量不达标,所以了解传统的防松办法是非常必要的。


 钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。


| 产品参数 | |
|---|---|
| 产品价格 | 1元/个 |
| 发货期限 | 1-7 |
| 供货总量 | 50000 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 齐全 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |